我们的重庆【本地】钢锭【冷拔异型钢管】厂家直接面向客户视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:重庆重庆【本地】钢锭【冷拔异型钢管】厂家直接面向客户的图文介绍


铸件重量偏:铸件重量与公称重量之间的正偏差或负偏差。
铸件尺寸公差:铸件各部分尺寸答应的偏差。
铸件尺寸稳定性:铸件在使用和存放过程中保持原来尺寸不变的性能。
.铸件机械加工余量:为保证铸件加工面尺寸和零件精度,在铸件工艺设计时预先增加而在机械加工时切往的金属层厚度。
.铸造表面粗糙度:铸造表面上由小间距和峰谷组成的观几何特征。
铸钢件的存在是如今钢材产品市场比较重要的存在,利用铸钢件的企业也是有不少,关于铸钢件加工工艺中该如何认真对待呢?小编为您进行了概括总结。需要注意如果材料的厚度比较大,这个时候就不要延长凝固时间,好是在短时间内就完成凝固,这样做的好处是可以铸钢件不同的区域都可以保持均匀的温度,不会出现局部温度过高局部温度过低的情况,另外在选用涂料时也要给予重视,须要选用符合工艺规定的涂料来进行加工。



科技创新是新物通物资有限公司永续发展的不竭动力,公司有着一支强大的 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、技术科研团队,公司数个以研究生为主的 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、项目研发团队不断取得技术上的进步。可以期待… 谢谢您,我们的朋友与伙伴,一路走来对公司的支持与鼓励!感恩的心,感谢有您! 将以更多符合社会期待的 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、产品回报客户和社会!


就浇注速度而言,在保证型腔内的气体排出顺畅的条件下,对要求同时凝固的铸件可采用较高浇注速度,对要求实现顺序凝固的铸件,尽可能采用较低的浇注速度。
就浇注操作要求而言一般需要按照以下几点来遵守:a。浇注大、中型铸钢件,钢水要在钢包内静置1-2min镇静后进行浇注。b。浇注后待铸件凝固完毕,要及时卸除压铁和箱卡,以减少铸件收缩阻力,避免铸件产生裂纹缺陷。
铸钢件是金属物件,它很多不同的形状,铸钢件加工过程非常复杂但又具有创造性,那么铸钢件加工的工艺特色是怎样的呢?
大型铸钢件加工及工艺设计需要考虑很多的工艺方面的条件要素,也需要运用很多的设计技巧。一些在小件中不显眼的因素,在大件中就会产生大的影响。大型铸钢批量小,工艺试验和改进也比较困难,要求其设计者具有有丰富的行业知识和设计经验。



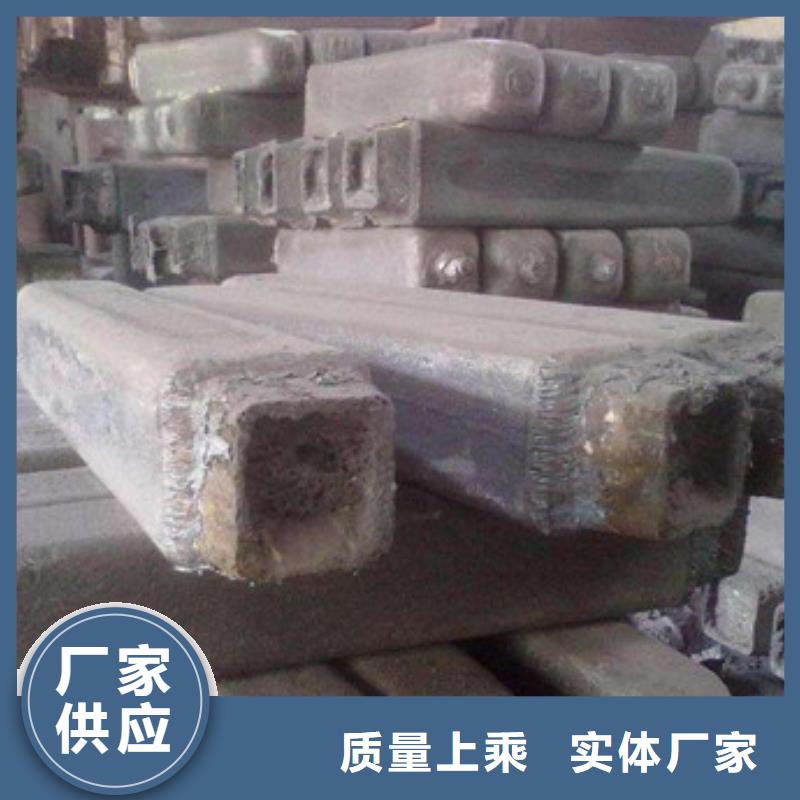
用于生产棒材和型材的钢锭一般为正方断面(称为方锭);生产板材的钢锭一般为长方形断面(称为扁锭);生产锻压材的钢锭有方形、圆形和多角形。
钢液进入盛钢桶后需静置一段时间,使出钢时混入钢中的炉渣或其他杂质上浮去除,同时还起调整铸温的作用。
铸温:浇铸温度应严格控制。铸温过低,钢液入模后表面立即凝固,会造成钢锭表面缺陷,甚至钢液在盛钢桶内就开始凝固,造成金属损失或整炉钢报废;铸温过高时,将延缓钢锭表层的形成时间,导致钢锭出现热裂纹。对镇静钢,铸温一般控制在高于此钢的液相线温度40~60℃。为保证整桶钢水温度均匀,可向盛钢桶中吹氩气搅拌钢液。
注速:下铸法一般要求有适当注速以保证模中钢液平稳上升,并调节铸温。铸温过高时用慢注,过低时用快注。上铸法要控制注速以减少飞溅。







 扫一扫
扫一扫